")
Статья о станках HAAS и их ключевых узлах, на основе конструктивных особенностей и технической документации показано, какие комплектующие подходят к популярным моделям HAAS, а встроенный селектор по модели станка помогает быстро подобрать винты ШВП, гайки, опоры, рельсы и каретки с готовыми артикулами и ссылками на каталог. HAAS VF-2 — самый продаваемый вертикальный обрабатывающий центр в Северной Америке на протяжении многих лет. Разбираем конструкцию узлов подачи: шарико-винтовые передачи, линейные направляющие , каретки и опорные подшипники — с техническими параметрами и таблицей подбора комплектующих и их аналогов.
Краткие характеристики HAAS VF-2 (ниже):
Содержание
История HAAS Automation и VF-серии
Джин Хаас: от индексатора до империи ЧПУ
Юджин «Джин» Фрэнсис Хаас (р. 12 ноября 1952 г.) основал компанию в 1983 году в Сан-Вэлли, Калифорния. Его первым продуктом стал HBI-5C — полностью автоматический программируемый индексатор цангового патрона. Устройство позиционировало заготовку с высокой точностью и продавалось по цене, недоступной конкурентам.
Успех индексатора дал средства для главной цели: разработки вертикального обрабатывающего центра, который можно было бы выпускать серийно и продавать по цене значительно ниже рынка. В 1987 году началась инженерная разработка VF-1.
Аббревиатура VF расшифровывается как «Very First» — «самый первый», что отражает личную историю создателя.
Хронология компании и модели VF-2
Почему VF-2 стал индустриальным стандартом? Станок занял нишу между бюджетными тайваньскими фрезерами и дорогостоящими японско-немецкими центрами. Соотношение «литая чугунная станина + точная ШВП класса C5 + доступная цена» сделало VF-2 первым выбором для мелкосерийных производств, инструментальных цехов и учебных центров по всему миру.
Конструкция и устройство VF-2
Основные конструктивные узлы HAAS VF-2
- 1Станина и основание — монолитный отливок серого чугуна марки HT-300. Исключает резонансные колебания при обработке.
- 2Колонна — вертикальная стойка с ребристым профилем, несёт шпиндельную бабку. Жёстко отлита заодно с основанием.
- 3Шпиндельная бабка — перемещается по оси Z на линейных направляющих. Содержит шпиндель, двигатель и систему охлаждения.
- 4Стол (оси X и Y) — алюминиевый рабочий стол 914×356 мм с 3 Т-образными пазами 5/8", несёт заготовку массой до 1361 кг.
- 5Инструментальный магазин ATC — карусельного или бокового (SMTC) типа на 20 или 24+1 позиции.
- 6Пульт оператора (NGC) — 15" цветной экран, физическая клавиатура, энкодеры осей.
- 7Шкаф электрооборудования — серводрайверы, инверторы, блоки питания, PLC-контроллер.
Несущая конструкция: чугун и виброгашение
Основание и колонна HAAS VF-2 отлиты из серого чугуна. Чугун обеспечивает демпфирование вибраций в 10 раз лучше, чем сварные стальные конструкции, что прямо влияет на чистоту обработанной поверхности и стойкость инструмента. Массивная литая конструкция устраняет резонансные колебания в диапазоне рабочих частот шпинделя.
Колонна имеет ребристый профиль коробчатого сечения для максимальной изгибной жёсткости при минимальном весе. Основание выполнено с широкой опорной поверхностью, что снижает требования к жёсткости фундамента: станок допускает установку на стандартный бетонный пол без специальных виброизоляционных подушек при условии соблюдения горизонтального уровня в пределах ±0,1 мм/м.
Компоновка «вертикальный обрабатывающий центр»
VF-2 реализует классическую компоновку VMC: вертикальное расположение шпинделя, крестовое перемещение стола по осям X и Y, вертикальное перемещение шпиндельной бабки по оси Z. Такая схема позволяет обрабатывать верхнюю плоскость, боковые карманы и сложные контуры без переустановки заготовки.
Каждая из трёх осей оснащена шариковинтовой передачей (ШВП) с серводвигателем переменного тока и оптическими энкодерами обратной связи. Разрешение позиционирования составляет 0,001 мм (1 мкм) по всем осям. Точность позиционирования по стандарту VDI/DGQ 3441 — ±0,005 мм, повторяемость — ±0,003 мм.
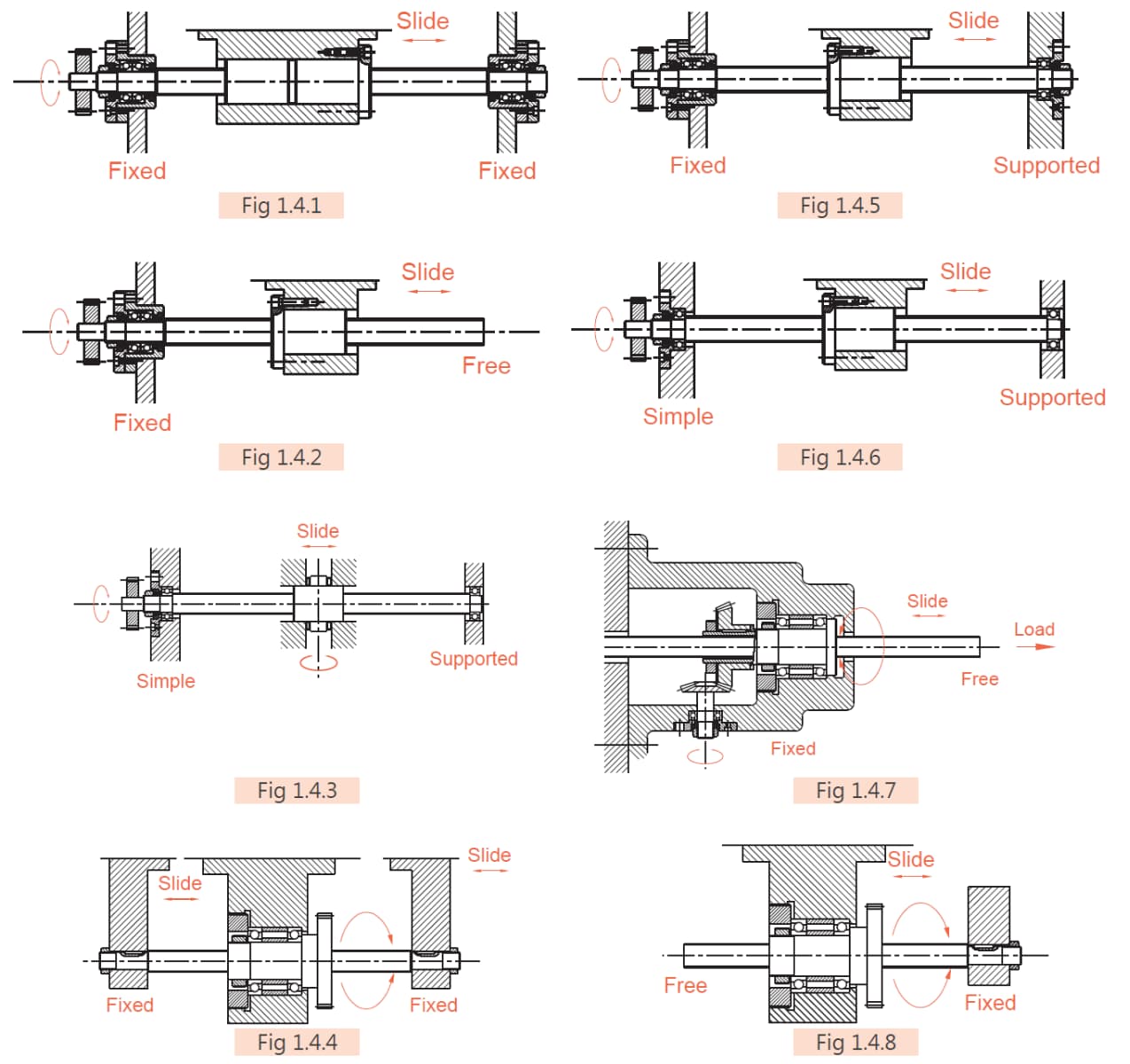
Все три оси VF-2 имеют независимые блоки опорных подшипников (BK/BF). Подшипники шпинделей ШВП — роликоподшипники с угловым контактом, предварительно нагруженные в комплекте BK (фиксированная сторона). Со стороны BF (свободная сторона) установлен шариковый подшипник без осевой фиксации, компенсирующий тепловые расширения винта.
Шпиндельный узел
Шпиндель — главный режущий орган станка. В VF-2 применяется горизонтальная сборка с картриджным типом шпинделя, что упрощает его замену в полевых условиях. Исторически VF-2 прошёл несколько поколений шпиндельных решений.
| Параметр | VF-2 Стандарт (8 100 об/мин) | VF-2 High-Speed (10 000 об/мин) | VF-2SS Inline (12 000 об/мин) |
|---|---|---|---|
| Тип конуса | CAT40 / BT40 | CAT40 / BT40 | CAT40 / BT40 / HSK-A63 |
| Мощность двигателя | 22,4 кВт (30 л.с.) | 22,4 кВт (30 л.с.) | 22,4 кВт (30 л.с.) |
| Максимальный крутящий момент | 339 Нм @ 450 об/мин (с редуктором) | 122 Нм @ 2 000 об/мин | 90 Нм @ 2 000 об/мин |
| Тип привода | Двухскоростной редукторный (двухступ. зубч.) | Ременной (Vector Drive) | Прямой (inline direct-drive) |
| Смазка подшипников | Масляный туман | Масловоздушная инжекция | Масловоздушная инжекция |
| Охлаждение шпинделя | Масляное охлаждение корпуса | Жидкостное охлаждение | Жидкостное охлаждение |
| Расстояние торец–стол (мин/макс) | 102–610 мм | 102–610 мм | 102–610 мм |
| Вибрация холостого хода | ≤0,003 мм | ≤0,002 мм | ≤0,002 мм |
Подшипники шпинделя
В стандартном шпинделе VF-2 установлены угловые шарикоподшипники с предварительным натягом серии 7000 (двойной рядный сет на переднем конце). Размер — 70-мм внутренний диаметр, ориентация контакта 15°. На заднем конце — однорядный радиальный подшипник для компенсации тепловых расширений вала.
Подшипники заменяются комплектом при регламентном обслуживании или при появлении вибрации/шума на скоростях выше 4 000 об/мин. Допустимый ресурс при нормальной эксплуатации (смазка, нагрузка) — от 8 000 до 15 000 часов шпиндельного времени.
Конус CAT40 и BT40: различия
- Конус 7:24, угол 3°34'35"
- Резьба шомпола M16 (7/16"-20 UNF)
- Фланец с V-образной проточкой для захвата манипулятора ATC
- Не имеет осевого позиционирования относительно торца шпинделя
- Стандарт MAS BT — невзаимозаменяем с CAT без адаптера
- Тот же конус 7:24, тот же угол
- Резьба шомпола M16 (метрическая)
- Двусторонние поводковые шпонки (симметричная ориентация)
- Применяется в японских, европейских и российских производствах
- Конусный конец одинаков с CAT40, фланец — другой
Винты и гайки ШВП (шариковинтовые передачи)
Принцип работы ШВП
Шариковинтовая передача (ШВП) преобразует вращательное движение серводвигателя в линейное перемещение стола или шпиндельной бабки. Шарики, циркулирующие в профилированных спиральных канавках вала и гайки, обеспечивают качение вместо скольжения, что даёт КПД 90–98% против 20–40% у трапецеидальных передач.
ШВП класса C5 (по JIS B1192) гарантируют точность шага ±0,023 мм/300 мм, что обеспечивает позиционирование оси с точностью ±0,005 мм на длине хода.
Предварительный натяг гайки (double-nut preload) исключает люфт, придавая ШВП высокую осевую жёсткость. Для HAAS VF-2 рабочий люфт по стандарту производителя не превышает 0,02 мм. При превышении этого значения требуется замена гайки или ШВП в сборе.
Спецификации ШВП по осям HAAS VF-2
| Ось | Диаметр вала | Шаг (ход за оборот) | Длина вала | Артикул HAAS (OEM) | Класс точности | Совместимые аналоги |
|---|---|---|---|---|---|---|
| X | 32 мм | 10 мм | ≈ 1 054 мм | 93-24-0033 | C5 | NSK BS3210, THK BNT3210 |
| Y | 32 мм | 10 мм | ≈ 680 мм | 93-24-0032 | C5 | NSK BS3210, THK BNT3210 |
| Z | 32 мм | 10 мм | ≈ 730 мм | 93-24-0024 | C5 | NSK BS3210, THK BNT3210 |
* Длина вала приведена с учётом стандартной обработки торцов (BK/BF). Уточняйте артикул при заказе — длина может варьироваться в зависимости от года выпуска станка.
Гайка ШВП: конструкция и типы
На HAAS VF-2 применяется гайка с двойным рядом шариков и предварительным натягом (double-nut, preloaded). Тело гайки выполнено из легированной стали, дорожки качения подвергнуты индукционной закалке до 58–62 HRC. Возврат шариков — через дефлекторный канал (deflector-type), что обеспечивает компактность и надёжность при высоких скоростях.
| Параметр гайки | Значение | Примечание |
|---|---|---|
| Тип | Двойная (double-nut), предварительный натяг | Исключает осевой люфт |
| Материал | Легированная сталь, закалка HRC 58–62 | Дорожки качения |
| Тип возврата шариков | Дефлекторный (deflector) | Компактнее трубчатого |
| Смазка | Централизованная масловоздушная / ручная консистентная | Интервал 2 000 моточасов |
| Допустимый люфт (рабочий) | ≤ 0,02 мм | По стандарту Haas Service |
| Критический люфт (замена) | > 0,05 мм | Влияет на точность детали |
| Ресурс при нормальной нагрузке | 15 000–25 000 моточасов | Зависит от режимов резания |
Опорные подшипниковые узлы BK / BF
Каждый ШВП опирается на два подшипниковых блока: BK (фиксированный) на стороне серводвигателя и BF (свободный / плавающий) на противоположном конце. BK воспринимает осевые и радиальные нагрузки через пару упорных роликоподшипников с угловым контактом (7200-серия, сдвоенные «О»). BF несёт только радиальную нагрузку, допуская тепловое расширение вала.
| Типоразмер блока | Диаметр вала | Подходящие оси VF-2 | Аналоги (NSK/INA/SKF) |
|---|---|---|---|
| BK25 (фиксированный) | 25 мм | X, Y (ранние версии) | NSK BK25, INA ZKLF2575-2RS |
| BK30 (фиксированный) | 30 мм | X, Y, Z (стандарт) | NSK BK30, INA ZKLF3080-2RS, SKF FBSB30 |
| BF30 (свободный) | 30 мм | X, Y, Z (стандарт) | NSK BF30, INA BF30, SKF FBSD30 |
| BK25 (фиксированный) | 25 мм | Малые оси (опция) | THK BK25 |
Линейные каретки и направляющие
THK HSR: главная направляющая ЧПУ-станков
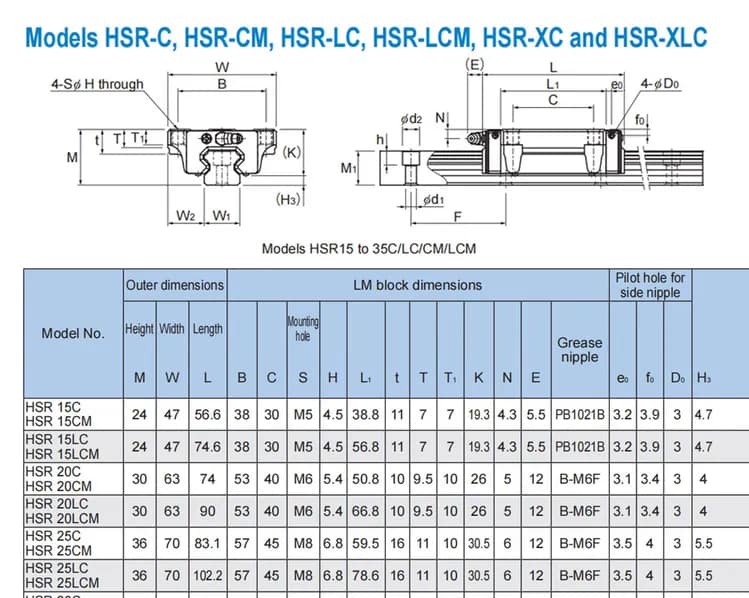
Линейные направляющие типа LM Guide серии HSR от THK Corporation (Япония) являются де-факто стандартом для станков с ЧПУ класса VF-2. Четырёхрядная система шариков обеспечивает равнонагруженность по всем четырём направлениям: вертикальному (сжатие/растяжение) и двум боковым. Контактный угол 45° обеспечивает изотропную несущую способность.
Модель HSR 35 — рекомендованный типоразмер для HAAS VF-2. Ширина рельса 34 мм, высота каретки 55 мм, динамическая грузоподъёмность одной каретки — 53,9 кН, статическая — до 80 кН.
Характеристики линейных направляющих THK HSR по осям VF-2
| Параметр | Ось X | Ось Y | Ось Z |
|---|---|---|---|
| Типоразмер рельса | THK HSR 35 | THK HSR 35 | THK HSR 35 |
| Ширина рельса (W1) | 34 мм | 34 мм | 34 мм |
| Высота рельса | 29 мм | 29 мм | 29 мм |
| Шаг отверстий рельса | 80 мм | 80 мм | 80 мм |
| Типоразмер каретки | HSR35R / HSR35A | HSR35R / HSR35A | HSR35R / HSR35A |
| Высота каретки (M) | 55 мм | 55 мм | 55 мм |
| Ширина каретки (W) | 70 мм | 70 мм | 70 мм |
| Длина каретки (L) | 109,6 мм (R) / 134,6 мм (LR) | 109,6 мм | 109,6 мм |
| Динамическая грузоподъёмность C | 53,9 кН | 53,9 кН | 53,9 кН |
| Статическая грузоподъёмность C₀ | 80,0 кН | 80,0 кН | 80,0 кН |
| Количество кареток на рельс | 2 шт. (2 рельса) | 2 шт. (2 рельса) | 2 шт. (2 рельса) |
| Длина рельса | ≈ 900–950 мм | ≈ 560–600 мм | ≈ 700–750 мм |
| Класс точности | Нормальный (Normal) | Нормальный | Нормальный |
| Уплотнения | SS (двойное торцевое) | SS | SS |
Сравнение кареток HSR35: типы R, LR, A, LA
| Тип каретки | Обозначение | Длина L | C динам. (кН) | C₀ статич. (кН) | Применение |
|---|---|---|---|---|---|
| Стандартная (Short) | HSR35R | 109,6 мм | 53,9 | 80,0 | VF-2 оси X, Y, Z |
| Удлинённая (Long) | HSR35LR | 134,6 мм | 65,0 | 91,7 | Нагруженные оси, момент |
| Фланцевая (Short) | HSR35A | 109,6 мм | 53,9 | 80,0 | Крепление с торца каретки |
| Фланцевая (Long) | HSR35LA | 134,6 мм | 65,0 | 91,7 | Нагруженные фланцевые оси |
Альтернативные производители для замены
| Производитель | Аналог каретки HSR35R | Аналог рельса HSR35 | Взаимозаменяемость | Ценовая категория |
|---|---|---|---|---|
| THK (Япония) | HSR35R1SS | HSR35-LХXX(GK) | OEM оригинал | ★★★★★ |
| NSK (Япония) | LA35ANZ-NHNSS | NH35AN-LХXX | Полная | ★★★★☆ |
| INA / Schaeffler (Германия) | KWSE35-B | KWSE35-LХXX | Монтажные размеры совпадают | ★★★★☆ |
| Hiwin (Тайвань) | HGH35CA | HGR35-LХXX | Совместимая | ★★★☆☆ |
| TECHNIX / АО «Техникс» (Россия) | HGH35CAZAH / HGW35CCZAH | HGR35-LХXX | Совместимая, поставка из РФ | ★★★☆☆ |
| PMI (Тайвань) | MSA35E | MSA35-LХXX | Совместимая | ★★★☆☆ |
Инструментальный магазин ATC
HAAS VF-2 поставляется с двумя вариантами автоматической смены инструмента (ATC): карусельного типа (umbrella) и бокового скользящего (Side Mount Tool Changer, SMTC). Версия SMTC используется начиная с моделей, выпущенных после 2004 года, и является стандартом для современного VF-2.
- 20 позиций, зонтичный тип
- Полностью закрытый — защита от стружки
- Бидиректциональный выбор (кратчайший путь)
- Время смены инструмента: ≈ 4,2 с (tool-to-tool)
- Chip-to-chip: ≈ 5,0 с
- 24+1 позиции (или 30+1 опционально)
- Серводвигатель + лёгкие материалы рычагов
- Время смены: 1,6 с (tool-to-tool), 2,2 с chip-to-chip
- Макс. диаметр инструмента: 127 мм (при заполненных смежных)
- Макс. длина от плоскости фланца: 279 мм
- Макс. масса инструмента: 5,4 кг
SMTC значительно быстрее карусельного магазина благодаря тому, что двойной захват меняет инструмент за один цикл поворота без предварительного возврата шпинделя в домашнее положение. Это сокращает непроизводительное время при программах с частой сменой инструментов.
Система управления NGC (Next Generation Control)
Система управления Haas NGC (Next Generation Control) — собственная разработка Haas Automation, Inc., эволюция управляющей электроники, начатой в 1988 году с 68030-процессора. Современная NGC построена на специализированной промышленной аппаратной платформе с 64-разрядным процессором реального времени.
Аппаратная часть NGC
- 15" цветной TFT-дисплей с высоким разрешением
- Физическая алфавитно-цифровая клавиатура
- Встроенная память программ: 1 ГБ (опции 32 ГБ / 64 ГБ)
- Ethernet 10/100 (стандарт), Wi-Fi (опция)
- USB 2.0 для загрузки программ
- Встроенный MDC по протоколу MTConnect (порт 8082)
- HaasConnect — мониторинг через SMS/email
Программные возможности NGC
- Dynamic Work Offsets (DWO) — смещение без перепостпроцессинга
- Tool Centre Point Control (TCPC) для 4- и 5-осевой обработки
- Haas Visual Programming System (VPS) — шаблонное программирование без G-кода
- Advanced Tool Management — управление ресурсом инструмента
- Тепловая компенсация осей (Thermal Compensation)
- Жёсткое нарезание резьбы (Rigid Tapping) — стандарт
- Net Share — редактирование программ с ПК в реальном времени
HaasConnect: дистанционный мониторинг
HaasConnect использует протокол MTConnect для сбора данных о статусе станка: скорость шпинделя, активные перекрытия по подаче/скорости/ускоренному ходу, аварийные сигналы, счётчики деталей M30. Система передаёт данные только на чтение — дистанционное управление станком исключено. Мониторинг настраивается через портал MyHaas на сайте haascnc.com, не требует дополнительного оборудования.
Система охлаждения и удаления стружки
HAAS VF-2 поставляется с базовой системой подачи СОЖ (coolant ring) и рядом опциональных решений для специфических задач обработки.
| Опция охлаждения | Давление | Расход | Применение | Стандарт/опция |
|---|---|---|---|---|
| Flood Coolant Ring (кольцевая подача) | 2 бар (30 PSI) | до 53 л/мин | Общее охлаждение зоны резания, вынос стружки | Стандарт |
| Programmable Coolant (P-Cool) | 2 бар | до 53 л/мин | Направленная подача к каждому инструменту, программируется по T-коду | Опция |
| Through-Spindle Coolant TSC-300 | 20,7 бар (300 PSI) | до 15 л/мин | Сверление глубоких отверстий (D > 5 мм), фрезерование глубоких карманов | Опция |
| Through-Spindle Coolant TSC-1000 | 68,9 бар (1 000 PSI) | до 15 л/мин | Сверление малых диаметров (D < 5 мм), глубоко-отверстное сверление (L/D > 5) | Опция |
| Through-Tool Air Blast | 6,9 бар (100 PSI) | воздух | Сухая обработка: выдув стружки из глубоких полостей | Опция |
Стружечный конвейер (Chip Auger) — шнековый тип, встроен в основание станка. Автоматически выгружает стружку через боковую трубу в контейнер. Система оснащена датчиком перегрузки и функцией автоматической прочистки (чередование прямого и обратного хода). Является опцией для базовой комплектации VF-2, но входит в стандарт для версий SSYT.
Полная таблица технических характеристик HAAS VF-2
| Группа / Параметр | VF-2 (стандарт) | VF-2SS (Super Speed) | VF-2SSYT (расш. Y) |
|---|---|---|---|
| ПЕРЕМЕЩЕНИЯ | |||
| Ось X | 762 мм (30") | 762 мм | 762 мм |
| Ось Y | 406 мм (16") | 406 мм | 508 мм |
| Ось Z | 508 мм (20") | 508 мм | 508 мм |
| СТОЛ | |||
| Размер стола (Д × Ш) | 914 × 356 мм | 914 × 356 мм | 914 × 457 мм |
| Максимальная нагрузка на стол | 1 361 кг | 1 361 кг | 1 361 кг |
| Т-пазы (количество / ширина) | 3 / 15,9 мм (5/8") | 3 / 15,9 мм | 3 / 15,9 мм |
| ШПИНДЕЛЬ | |||
| Максимальная скорость | 8 100 об/мин | 12 000 об/мин | 12 000 об/мин |
| Мощность привода | 22,4 кВт (30 л.с.) | 22,4 кВт | 22,4 кВт |
| Максимальный момент (основной) | 122 Нм @ 2000 об/мин | 122 Нм @ 2000 об/мин | 90 Нм @ 2000 об/мин |
| Конус | CAT40 или BT40 | CAT40 или BT40 | CAT40 / BT40 / HSK-A63 |
| ПОДАЧИ | |||
| Ускоренный ход X/Y | 25,4 м/мин (1 000 IPM) | 35,6 м/мин (1 400 IPM) | 35,6 м/мин |
| Ускоренный ход Z | 25,4 м/мин | 35,6 м/мин | 35,6 м/мин |
| Максимальная рабочая подача | 16,5 м/мин (650 IPM) | 21,2 м/мин (833 IPM) | 21,2 м/мин |
| ТОЧНОСТЬ | |||
| Точность позиционирования (VDI/DGQ) | ±0,005 мм | ±0,005 мм | ±0,005 мм |
| Повторяемость позиционирования | ±0,003 мм | ±0,003 мм | ±0,003 мм |
| ОБЩЕЕ | |||
| Масса станка | ≈ 3 540 кг | ≈ 3 630 кг | ≈ 3 720 кг |
| Питание | 220–240 В, 3-фаза, 50/60 Гц | 220–240 В, 3-фаза | 220–240 В, 3-фаза |
| Потребляемый ток (FLA) | 66 А | 66 А | 66 А |
| Давление воздуха | 6,9 бар (100 PSI), 11,3 л/мин | 6,9 бар | 6,9 бар |
Сводная таблица комплектующих HAAS VF-2
Ниже приведена полная таблица ключевых механических комплектующих для HAAS VF-2 с OEM-артикулами и совместимыми аналогами, доступными для заказа через АО «Техникс».
| Узел | Ось / Место | Параметр | OEM HAAS | Аналог (THK / NSK / INA) |
|---|---|---|---|---|
| Вал ШВП | X | Ø32 × шаг 10 мм, L≈1054 мм | 93-24-0033 | THK BNT3210 / NSK BS3210 |
| Вал ШВП | Y | Ø32 × шаг 10 мм, L≈680 мм | 93-24-0032 | THK BNT3210 / NSK BS3210 |
| Вал ШВП | Z | Ø32 × шаг 10 мм, L≈730 мм | 93-24-0024 | THK BNT3210 / NSK BS3210 |
| Гайка ШВП | X / Y / Z | Double-nut Ø32×10, предварит. натяг | по запросу Haas | THK BSS3210 / NSK WBK17 |
| Опора BK30 | X / Y / Z (привод.) | Угловой контакт, Ø30 | Haas BK30 | NSK BK30 / INA ZKLF3080-2RS / SKF FBSB30 |
| Опора BF30 | X / Y / Z (своб.) | Радиальный, Ø30 | Haas BF30 | NSK BF30 / INA BF30 / SKF FBSD30 |
| Линейный рельс | X / Y / Z | THK HSR35, L по оси | Haas LG35-XXX | THK HSR35-LXXX(GK) / NSK NH35AN / Hiwin HGR35 |
| Линейная каретка | X / Y / Z | THK HSR35R, SS уплотн. | Haas LB35-R | THK HSR35R1SS / NSK LA35ANZ-NHNSS / Hiwin HGH35CA |
| Подшипник шпинделя (пер.) | Шпиндель | 7014C, угл. контакт, сдвоенный | Haas SM70-7014 | NSK 7014CTRSULP4 / FAG HCS7014-E-T-P4S |
| Муфта серводвигателя | X / Y / Z | Bellows coupling, Ø30/32 | Haas CP-XXX | R+W BK3 / KTR ROTEX |
Комплектующие TECHNIX для HAAS VF-2 — где купить в России
АО «Техникс» — российский производитель и дистрибьютор промышленных комплектующих для станков с ЧПУ. Ниже — прямые ссылки на позиции каталога, которые подходят для HAAS VF-серии.
Винты и гайки ШВП
Для HAAS VF-2 используются ШВП диаметром 32 мм с шагом 10 мм по всем трём осям. TECHNIX выпускает совместимые аналоги класса точности C7 из закалённой стали.
Ø32 мм, шаг 10 мм, класс C7
Ø32 мм, шаг 5 мм, класс C7
Ø32 мм, шаг 10 мм, 6 отверстий
Ø32 мм, шаг 5 мм, 6 отверстий
Опоры ШВП (BK / BF / FK)
Для оси 32 мм стандартная схема HAAS: опора BK30 на приводном конце (фиксированная) и BF30 на свободном. TECHNIX предлагает полный диапазон — BK10 до BK30 и BF10 до BF30.
Ø30 мм, стационарная, C7
Ø30 мм, фланцевая (плавающая), C7
Ø20 мм, стационарная, C7
Ø20 мм, стационарная, серия FK
Линейные направляющие HGR35
HAAS VF-2 использует рельсы типоразмера 35 мм (аналог THK HSR35 / Hiwin HGR35). Направляющая HGR35TECHNIX — профильный рельс серии HG высокой нагрузки из закалённой стали, полностью совместимый по установочным размерам.
Шариковая, высокая нагрузка, ширина Wr=34 мм, высота Hr=29 мм
Шариковая, высокая нагрузка, типоразмер 30 мм
Линейные каретки серии HG — типоразмер 35
Под рельс HGR35 TECHNIX предлагает четыре варианта кареток: узкую HGH35 (стандартная) и широкую фланцевую HGW35 — в двух вариантах преднатяга (C и H). HAAS VF-2 по умолчанию комплектуется каретками, эквивалентными HGH35CA.
Шариковая, высокая нагрузка, типоразмер 35
Шариковая фланцевая, типоразмер 35
Шариковая фланцевая, типоразмер 35, натяг H
Шариковая, типоразмер 30 (VF-1 / малые оси)
Таблица подбора TECHNIX → HAAS VF-серия
| Узел | Модель станка | Ось | Артикул TECHNIX | Цена | Ссылка |
|---|---|---|---|---|---|
| Винт ШВП 32×10 | VF-2, VF-3, VF-4 | X / Y / Z | SFUR3210TECHNIX | 66 руб./см | Перейти → |
| Винт ШВП 32×5 | VF-1, VF-2SS, VF-2SSYT | X / Y / Z | SFUR3205TECHNIX | 58 руб./см | Перейти → |
| Гайка ШВП 32×10 | VF-2, VF-3, VF-4 | X / Y / Z | SFU3210TECHNIX | 4 652 руб./шт | Перейти → |
| Гайка ШВП 32×5 | VF-1, VF-2SS | X / Y / Z | SFU3205TECHNIX | 4 128 руб./шт | Перйти → |
| Опора BK30 (привод.) | VF-2, VF-3, VF-4 | X / Y / Z | BK30TECHNIX | 8 534 руб./шт | Перейти → |
| Опора BF30 (свободн.) | VF-2, VF-3, VF-4 | X / Y / Z | BF30TECHNIX | 3 495 руб./шт | Перейти → |
| Рельс HGR35 | VF-2, VF-2SS, VF-3 | X / Y / Z | HGR35TECHNIX | 77 руб./см | Перейти → |
| Каретка HGH35CA | VF-2, VF-2SS, VF-3 | X / Y / Z | HGH35CAZAHTECHNIX | 4 389 руб./шт | Перейти → |
| Каретка HGW35CC | VF-2, VF-3, VF-4 | X / Y / Z | HGW35CCZAHTECHNIX | 4 417 руб./шт | Перейти → |
| Рельс HGR30 | VF-1, малые оси VF-2SS | X / Y | HGR30TECHNIX | 56 руб./см | Перейти → |
| Каретка HGH30CA | VF-1, малые оси VF-2SS | X / Y | HGH30CAZAHTECHNIX | 2 576 руб./шт | Перейти → |
| Полный каталог ШВП | Все модели HAAS | — | 68 позиций в наличии | Перейти → | |
Подбор комплектующих TECHNIX по модели HAAS
Выберите модель станка и категорию компонента — селектор покажет совместимые комплектующие TECHNIX с артикулами и прямыми ссылками на каталог.
| Комплектующее TECHNIX | Артикул | Параметры | Цена | Наличие | Ссылка |
|---|
Обслуживание и диагностика механических узлов
Регламентное ТО — периодичность
| Работа | Периодичность | Узел | Инструмент |
|---|---|---|---|
| Смазка направляющих и ШВП | Каждые 250 мото-часов | Все три оси | Смазочная система Bijur / Haas |
| Проверка люфта ШВП (backlash check) | Каждые 2 000 мото-часов | X, Y, Z | Индикатор часового типа (0,001 мм) |
| Проверка уровня масла шпинделя | Каждые 500 мото-часов | Шпиндель | Визуальный индикатор |
| Замена смазки направляющих | Каждые 4 000 мото-часов | Рельсы и каретки | ISO VG 68 масло |
| Проверка состояния уплотнений кареток | Ежегодно | HSR35 каретки | Визуальный осмотр |
| Проверка натяжения ремня шпинделя | Каждые 2 000 мото-часов | Шпиндель (ременной привод) | Тензометр |
| Ballbar-тест точности осей | Ежегодно | X+Y, X+Z, Y+Z | Renishaw Ballbar QC20-W |
Диагностика люфта ШВП: пошаговая инструкция
- Установка индикатора. Закрепите индикатор (разрешение 0,001 мм) на неподвижной части станка, уприте щуп в рабочий стол по оси измерения.
- Обнуление. Переместите ось в центр рабочего хода. Обнулите индикатор и значение на дисплее ЧПУ.
- Перемещение в одном направлении. Переместите ось на +0,5 мм в режиме JOG, затем верните на 0 с того же направления.
- Измерение люфта. Переместите ось на -0,1 мм. Разница между показанием ЧПУ и индикатора — это люфт (backlash). Допустимо ≤ 0,02 мм.
- Интерпретация результата. Если люфт > 0,02 мм — проверьте гайку. Если люфт одинаков по всей длине оси — изношена гайка. Если хуже в середине хода — изношен вал ШВП.
- Проверка опорных подшипников. Применяя осевое усилие к концу вала ШВП вручную (без вращения), проверьте осевой люфт в блоке BK. Более 0,01 мм — замена подшипников BK.
- Заключение. При люфте 0,02–0,05 мм — возможна компенсация через параметры ЧПУ (backlash compensation). При > 0,05 мм — обязательная замена гайки или ШВП в сборе.
Важно: Компенсация люфта через параметры ЧПУ (software backlash compensation) не устраняет причину износа, а лишь маскирует симптом. При динамических нагрузках (фрезерование со сменой направления) компенсация неэффективна. Замена изношенного узла — единственное надёжное решение.
Признаки износа линейных направляющих
- Появление вертикального или бокового люфта в каретке при покачивании стола вручную
- Характерный шум (хруст, щелчки) при перемещении оси на малых скоростях
- Неравномерность усилия при ручном перемещении в режиме JOG
- Ухудшение параметра цилиндричности при токарных операциях или Ra поверхности при фрезеровании
- Следы металлической стружки или тёмные пятна на рельсе (выкрашивание дорожки качения)
- Повреждение уплотнений: появление стружки внутри каретки, увеличенный расход смазки
Часто задаваемые вопросы
- Комментарии
